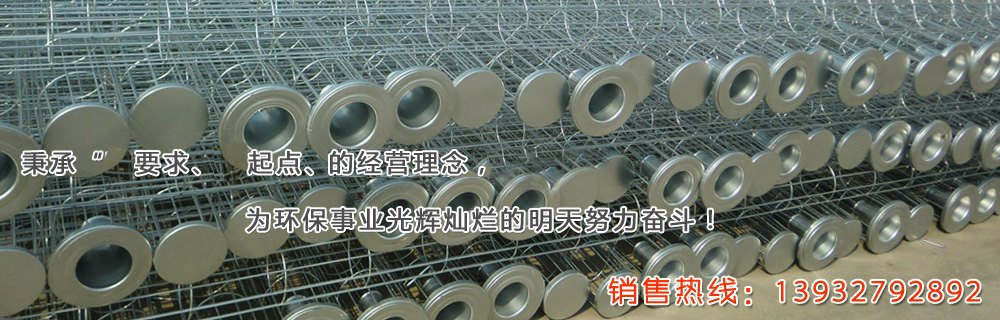


除尘骨架的制作及清灰周期
1.滤袋骨架与滤袋接触的表面应平滑光洁,不允许有焊疤。凹凸不平和毛刺。
2.拉簧式除尘骨架要有足够的圈数和弹性,拉开后间距要均匀。
3.滤袋骨架表面 经过蚀处理,根据不同需要进行电镀。喷塑或涂漆,如用于高温,其蚀外理应清满足使用温度的要求。
4.笼式除尘骨架要求支撑环和纵筋分布均匀,并应有足够的强度和刚度,能承受滤袋在过滤及清灰状态中的气体压力,能防止在正常运输和安装过程中发生的碰撞和冲击所造成的损坏和变形。
5.滤袋除尘骨架所有的焊点均应焊接牢固,不允许有脱焊。虚焊和漏焊。
除尘骨架清灰周期及时间:清灰周期和清灰时间的确定原则,根据不同的清灰方式采用不同的清灰设定, 先要考虑的是能在滤袋上残留下一次附着层,以清灰的 少时间,确定清灰周期。使清灰周期尽可能的长,清灰时间短,从而能在经济的除尘设备阻力条件下运行。除尘骨架在实际清灰过程中按照 的工作原理和方式进行使用和工作,实际使用环境中的环境卫生,具有良好的使用效果和价值,除尘骨架的清灰周期、清灰时间与所采取的清灰方式和处理对象的性质等因素有关,所以 对粉尘性质、含尘浓度等进行了解,并进行 的考查之后在确定。除尘骨架的清灰周期和清灰时间是左右捕集性能和运行状态的重要因素。
大型结构件在焊接接头时各个工件和零件在自重和焊接应力的作用下,要想使其位置固定是比较困难的。所以,每件焊接工件和零件除了要用焊接平台固定位置外,还需要用到焊件夹具地夹紧,以便防止工件发生变形。在大多数的情况下,通过采取适当的焊接节点构造设计措施和技术措施,可以地控制钢结构的焊接变形,以达到工程质量的目的。但由于材料、结构以及焊接施工现场环境等因素的复杂多变,还应该在实践中不断总结和积累焊接经验,提高控制焊接应力和焊接变形技术水平。
除尘骨架的生产类型为:1.圆袋型(外滤袋)2.圆袋弹簧型(外滤式)3.扁袋型(外滤式)(椭圆形、菱形)4.信封型5.多节式框架(椭圆型多节框架.圆袋型多节框架(插节式、卡盘式))6.成品框架(带文氏管的框架。塑料袋、铁架包装的框架。排列整齐的菱形框架)。
除尘骨架在实际的使用操作中按照正常的使用情况和原理进行使用,能够在实际的情灰效果中产生重要的效果和价值,不受 的因素的一项,能够在复杂的环境中产生良好的使用性能和价值。清灰周期和清灰时间的影响布袋除尘器在运行期间,要经常观察压差系统,借以判断是否出现问题。事先应记录好正常运行时的压差数值,如发现压差,可能意味着滤袋出现堵塞、粉尘板结,清灰机构失效、灰斗积灰过多等现象。而压差降低,可能意味着滤袋出现破损、脱落,入口侧管道堵塞或阀门关闭,箱体或分室之间有泄漏等现象。

